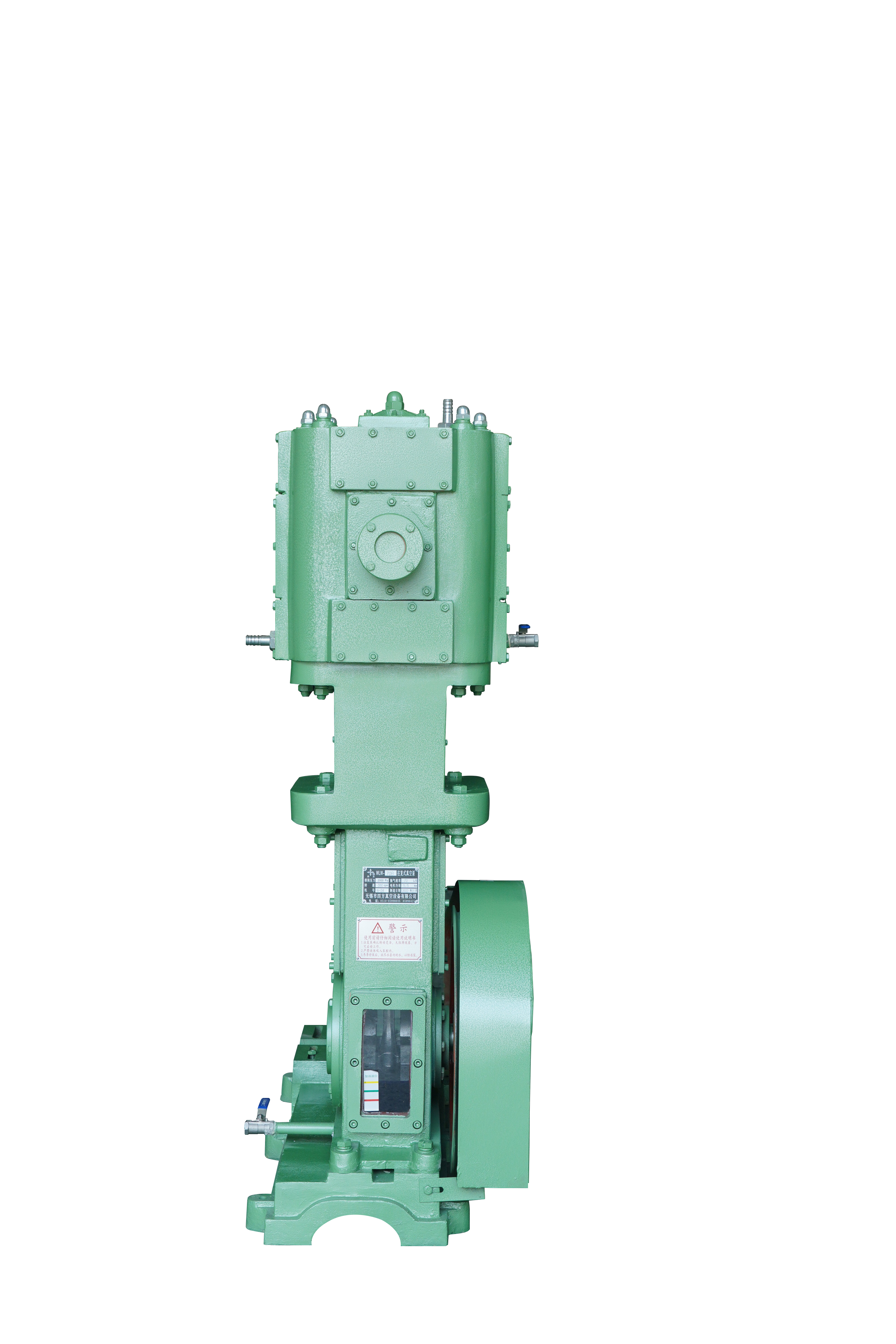
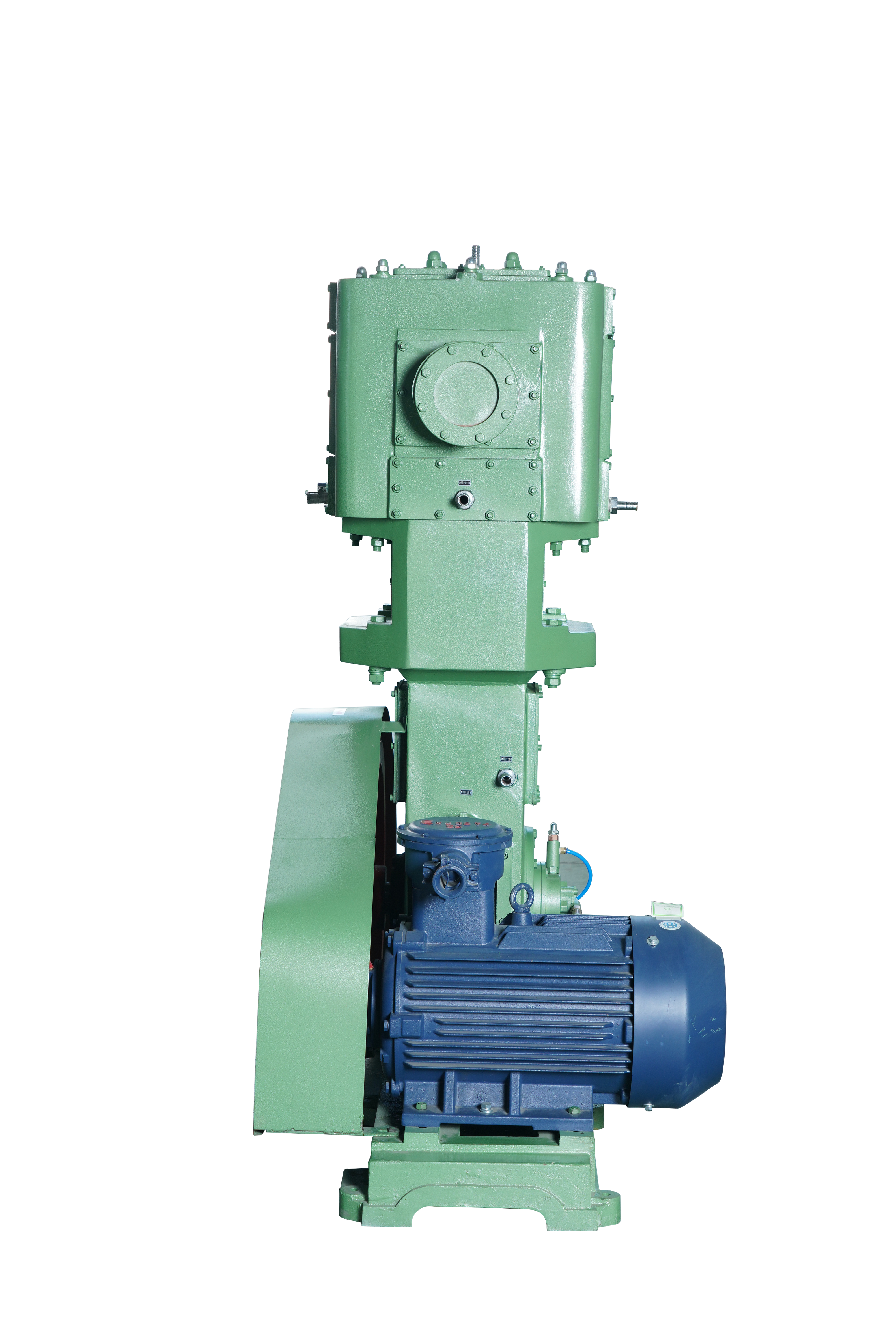
zuverlässige Hubvakuumpumpe
Die zuverlässige Hubvakuum-Pumpe stellt eine Schlüsseltechnologie bei der industriellen Vakumerzeugung dar und liefert eine konsistente Leistung in anspruchsvollen Anwendungen. Diese mechanische Vakuumpumpe arbeitet nach dem Prinzip der Verdrängung und nutzt einen Kolben oder eine Membran, die sich innerhalb eines Zylinders bewegt, um Vakuumzustände zu erzeugen. Das grundlegende Konstruktionsprinzip beruht auf der Hubbewegung interner Komponenten, die abwechselnd das Volumen einer Kammer komprimieren und expandieren und dadurch Luft sowie Gase aus angeschlossenen Systemen effektiv entfernen. Moderne, zuverlässige Hubvakuum-Pumpensysteme setzen hochentwickelte Materialien und präzise Konstruktion ein, um optimale Leistung und eine verlängerte Betriebslebensdauer sicherzustellen. Zu den technologischen Merkmalen dieser Pumpen zählen eine robuste Bauweise mit korrosionsbeständigen Materialien, präzisionsgefertigte Komponenten für enge Toleranzen sowie fortschrittliche Dichtsysteme, die Leckagen verhindern. Viele Modelle verfügen über stufenlose Drehzahlregelung, sodass Bediener die Förderleistung je nach spezifischen Prozessanforderungen anpassen können. Das Design der zuverlässigen Hubvakuum-Pumpe umfasst typischerweise mehrere Stufen zur Erzielung höherer Vakuumniveaus, wobei jede Stufe zur Gesamtförderleistung beiträgt. Temperaturmanagementsysteme verhindern eine Überhitzung während des Dauerbetriebs, während integrierte Filter die internen Komponenten vor Kontamination schützen. Die Anwendungsbereiche der zuverlässigen Hubvakuum-Pumpe erstrecken sich über zahlreiche Branchen, darunter die pharmazeutische Produktion, die Lebensmittelverarbeitung, die chemische Industrie sowie die Laborforschung. In pharmazeutischen Anwendungen unterstützen diese Pumpen Tablettenbeschichtungsprozesse, Vakuumtrocknungsoperationen und sterile Verpackungsverfahren. Lebensmittelverarbeitungsbetriebe setzen zuverlässige Hubvakuum-Pumpensysteme für Verpackungs-, Gefriertrocknungs- und Konservierungsprozesse ein. Die chemische Industrie nutzt diese Pumpen für Destillationsverfahren, Lösemittelrückgewinnung und die Evakuierung von Reaktionsgefäßen. Laborumgebungen profitieren von den konstanten Vakuumniveaus, die durch die zuverlässige Hubvakuum-Pumpentechnologie für analytische Verfahren, Probenvorbereitung und Gerätekalibrierung bereitgestellt werden. Die Vielseitigkeit und Zuverlässigkeit dieser Pumpen machen sie zu unverzichtbaren Anlagen in unterschiedlichsten industriellen Bereichen.