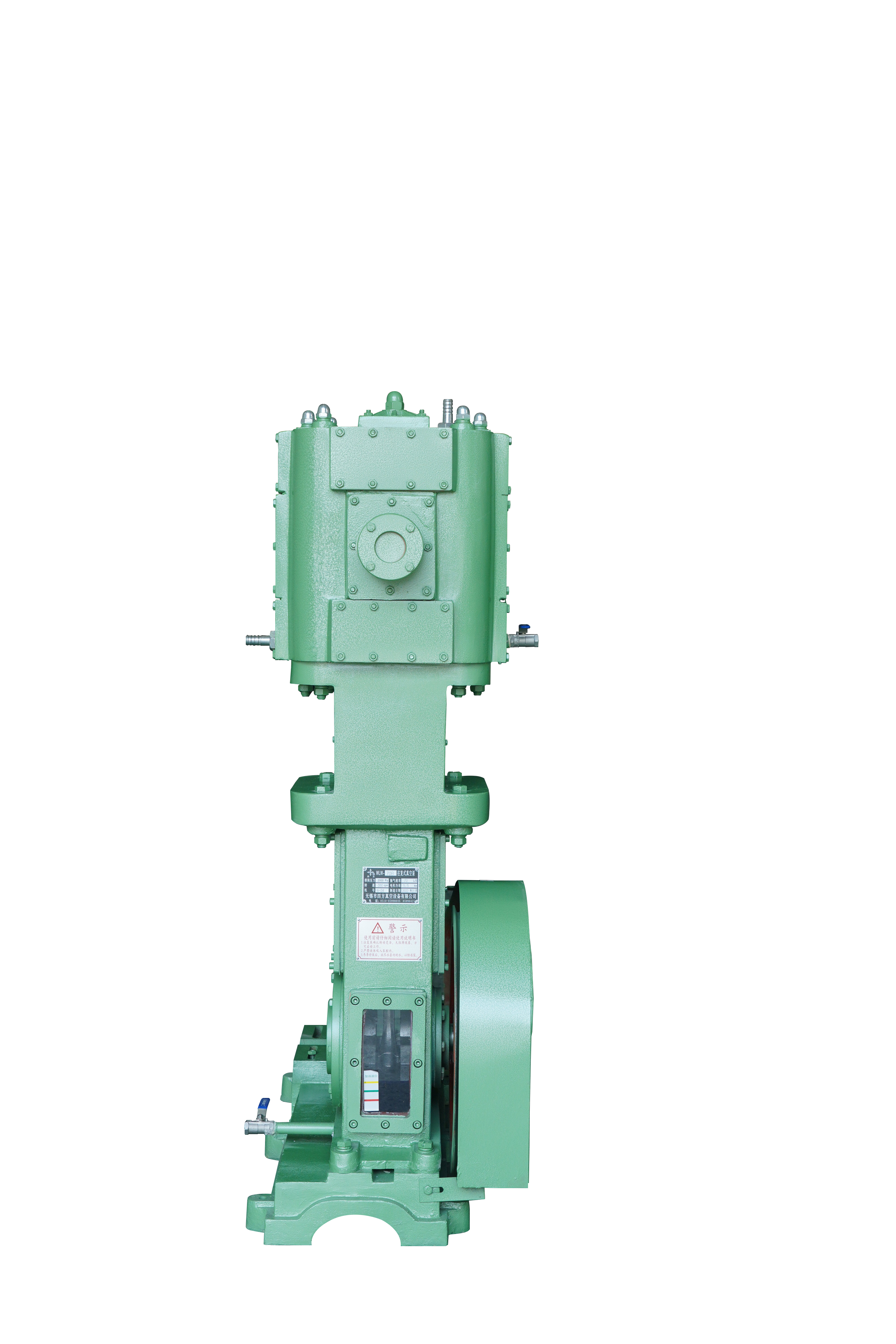
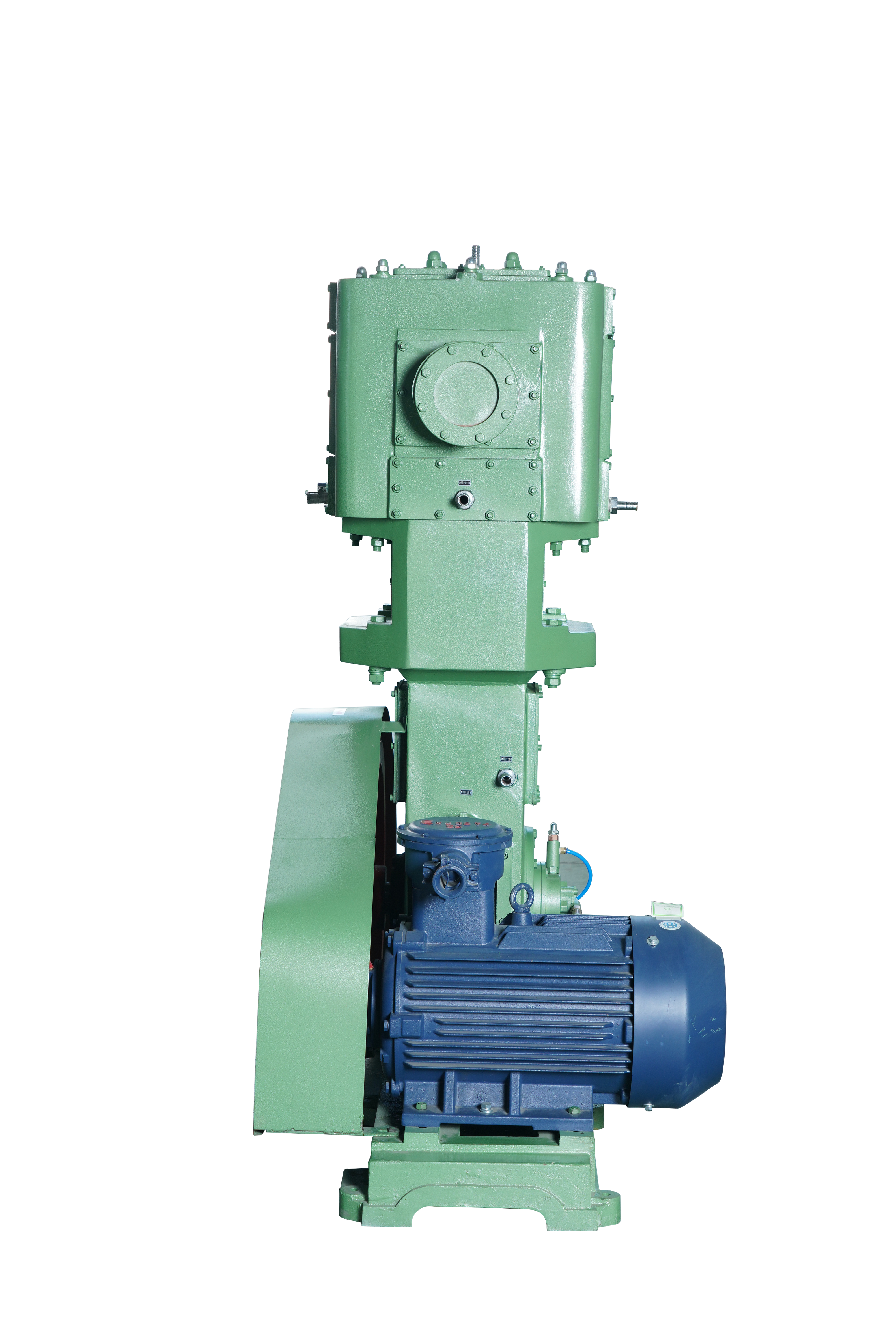
reliable reciprocating vacuum pump
The reliable reciprocating vacuum pump represents a cornerstone technology in industrial vacuum generation, delivering consistent performance across demanding applications. This mechanical vacuum pump operates through a positive displacement mechanism, utilizing a piston or diaphragm that moves within a cylinder to create vacuum conditions. The fundamental design principle involves the reciprocating motion of internal components that alternately compress and expand chamber volumes, effectively removing air and gases from connected systems. Modern reliable reciprocating vacuum pump systems incorporate advanced materials and precision engineering to ensure optimal performance and extended operational life. The technological features of these pumps include robust construction with corrosion-resistant materials, precision-machined components for tight tolerances, and advanced sealing systems that prevent leakage. Many models feature variable speed controls, allowing operators to adjust pumping capacity based on specific process requirements. The reliable reciprocating vacuum pump design typically includes multiple stages for enhanced vacuum levels, with each stage contributing to the overall pumping efficiency. Temperature management systems prevent overheating during continuous operation, while integrated filtration protects internal components from contamination. Applications for the reliable reciprocating vacuum pump span numerous industries, including pharmaceutical manufacturing, food processing, chemical production, and laboratory research. In pharmaceutical applications, these pumps support tablet coating processes, vacuum drying operations, and sterile packaging procedures. Food processing facilities rely on reliable reciprocating vacuum pump systems for packaging, freeze-drying, and preservation processes. Chemical industries utilize these pumps for distillation, solvent recovery, and reaction vessel evacuation. Laboratory environments benefit from the consistent vacuum levels provided by reliable reciprocating vacuum pump technology for analytical procedures, sample preparation, and equipment calibration. The versatility and dependability of these pumps make them essential equipment across diverse industrial sectors.