Desempenho Versátil para Múltiplas Aplicações
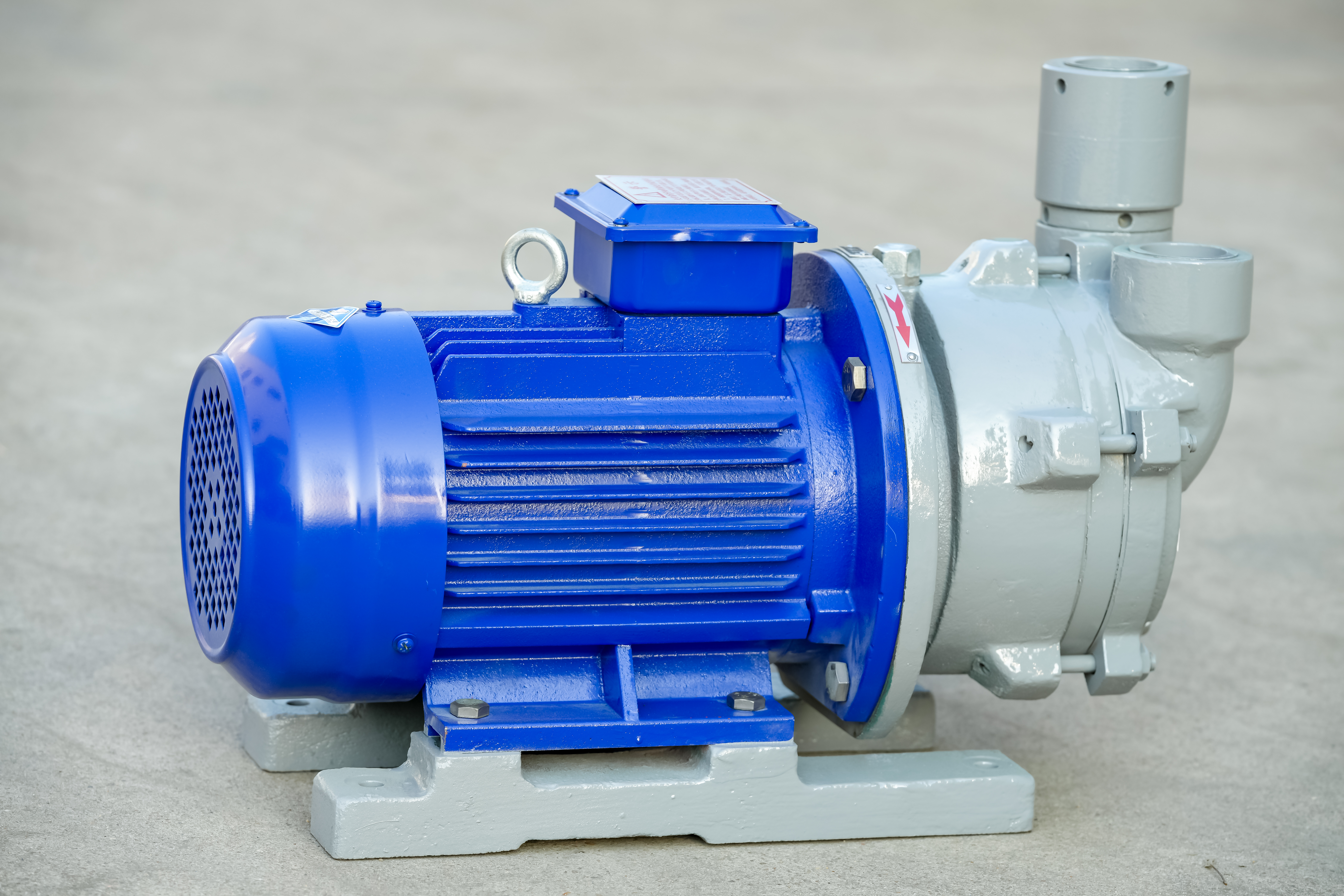
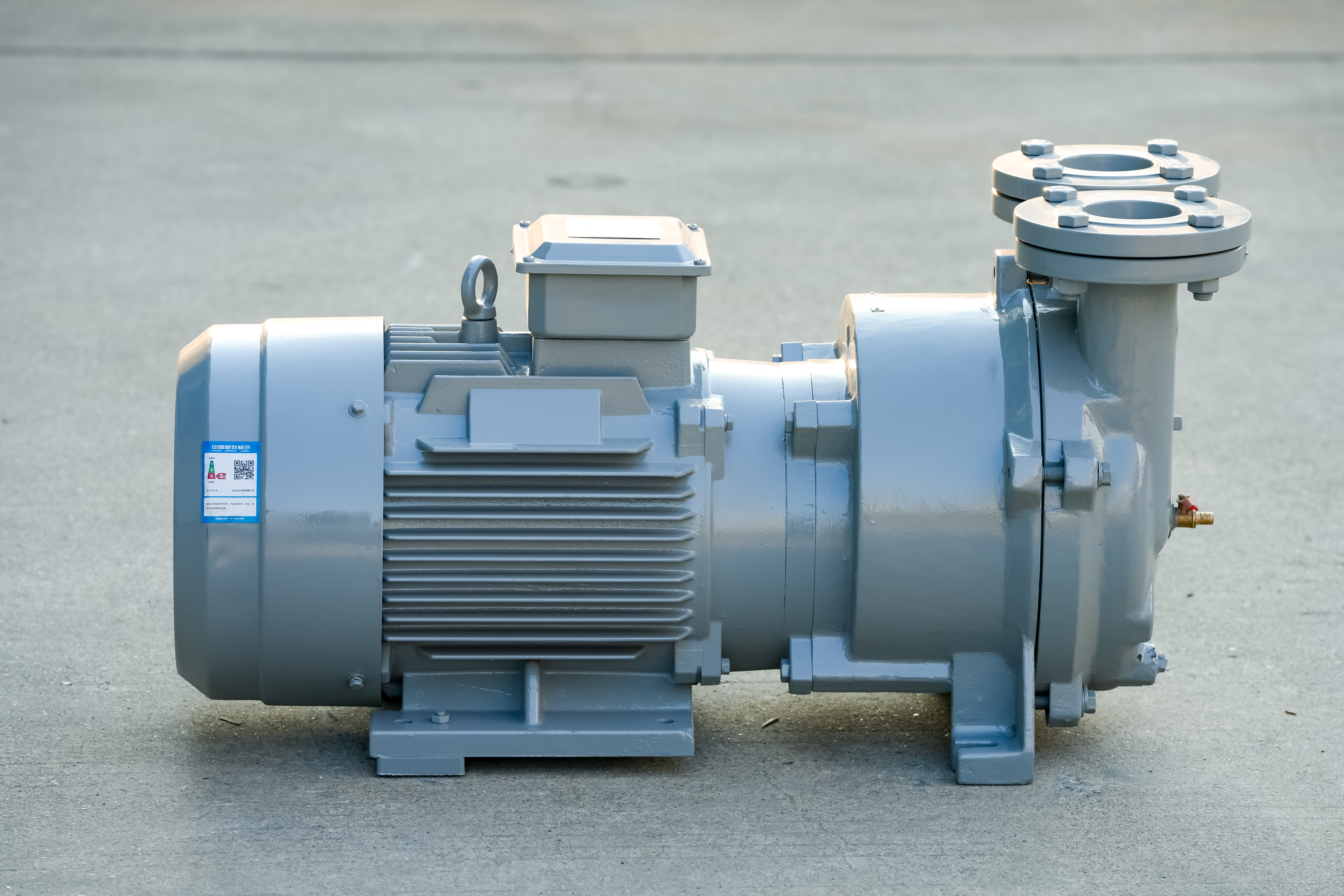
A notável versatilidade do sistema de bomba de vácuo de anel líquido permite sua adaptação perfeita a diversas aplicações industriais, oferecendo desempenho consistente, seja no manuseio de produtos químicos agressivos, no processamento de alimentos, na gestão da remediação ambiental ou no apoio a atividades de pesquisa e desenvolvimento. Essa adaptabilidade resulta da filosofia de projeto robusta do sistema, que acomoda diferentes condições de processo, composições gasosas variadas e requisitos operacionais em constante mudança, sem necessidade de modificações extensas ou componentes especializados. Instalações de processamento químico utilizam o sistema de bomba de vácuo de anel líquido em operações de destilação, esvaziamento de reatores e recuperação de solventes, pois ele manipula vapores corrosivos e gases reativos sem danos internos ou degradação de desempenho. Fabricantes de alimentos e bebidas confiam nessa tecnologia para aplicações de embalagem, processamento de ingredientes e testes de controle de qualidade, pois ela atende rigorosos padrões de higiene, ao mesmo tempo que fornece geração confiável de vácuo. Empresas farmacêuticas integram o sistema de bomba de vácuo de anel líquido nos processos de revestimento de comprimidos, liofilização e purificação de princípios ativos, pois ele mantém condições estéreis enquanto oferece controle preciso de vácuo. Aplicações ambientais beneficiam-se da capacidade do sistema de tratar correntes de ar contaminado, extração de gás de aterros sanitários e remediação de águas subterrâneas, sem riscos de contaminação cruzada. Laboratórios de pesquisa valorizam a flexibilidade de alternar entre diferentes níveis de vácuo e requisitos de manuseio de gases utilizando a mesma configuração básica do sistema de bomba de vácuo de anel líquido. Instalações de geração de energia empregam essa tecnologia para o esvaziamento de condensadores de vapor e remoção de ar, pois ela opera com confiabilidade em ambientes de alta umidade. Operações de fabricação de plásticos e borracha utilizam o sistema em processos de desgaseificação, conformação e cura, pois ele mantém vácuo constante, mesmo com variações de temperatura e diferentes químicas poliméricas. Aplicações marítimas beneficiam-se da resistência à corrosão do sistema de bomba de vácuo de anel líquido e de sua capacidade de operar com água do mar como fluido de trabalho. O design modular do sistema permite o dimensionamento da capacidade conforme as demandas produtivas mudam, sem exigir substituição completa dos equipamentos, proporcionando flexibilidade de longo prazo à medida que as necessidades comerciais evoluem e se expandem em diversos segmentos de mercado.