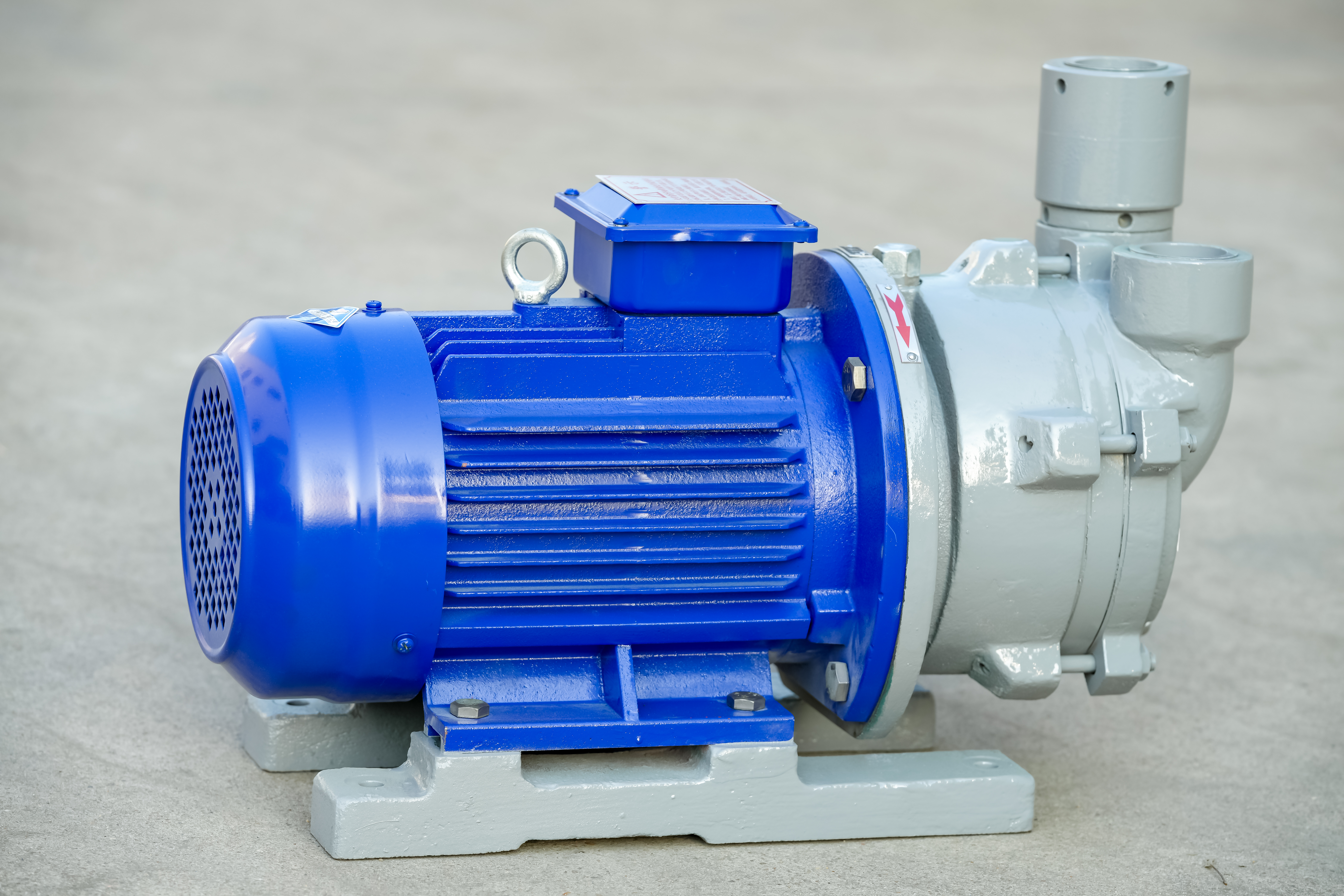
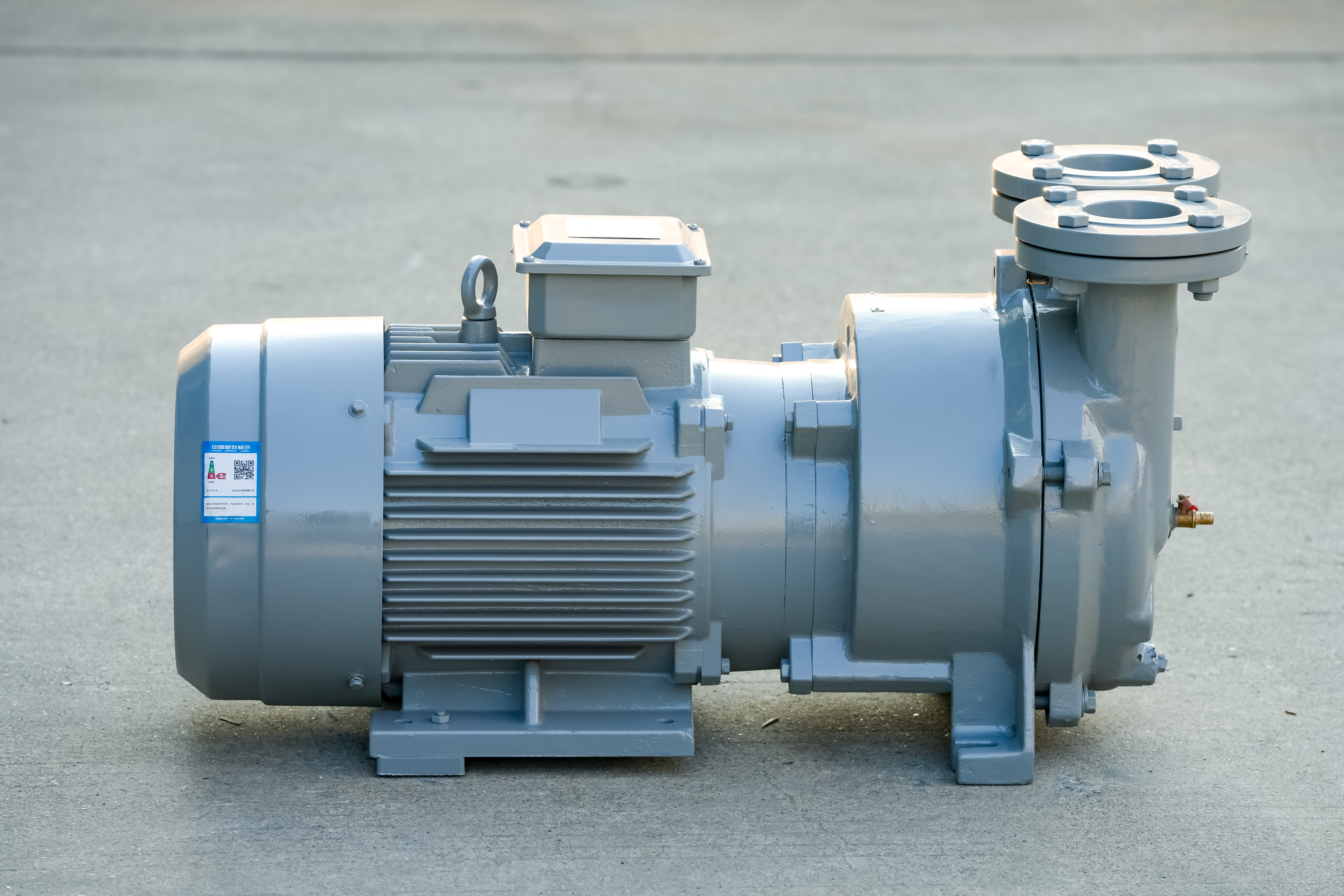
water ring vacuum pump system
The water ring vacuum pump system represents a sophisticated liquid ring technology that creates vacuum conditions through the continuous rotation of an impeller within a cylindrical casing partially filled with water. This innovative pumping solution operates on the principle of forming a liquid ring that acts as a dynamic seal between the impeller and pump casing, creating compression and expansion chambers that efficiently handle gas extraction and compression processes. The water ring vacuum pump system stands out for its ability to handle wet gases, vapors, and liquids without damage to internal components, making it an essential piece of equipment across numerous industrial applications. The system's design incorporates a multi-vaned impeller that rotates eccentrically within the pump housing, causing the sealing liquid to form a ring due to centrifugal force. As the impeller turns, the volume between adjacent vanes alternately increases and decreases, creating suction and compression cycles that move gases through the system. This water ring vacuum pump system excels in applications requiring consistent vacuum levels while handling challenging media that would damage other pump types. The technology features robust construction materials that resist corrosion and wear, ensuring long-term reliability in demanding industrial environments. Temperature control mechanisms within the water ring vacuum pump system maintain optimal operating conditions by circulating fresh water or implementing closed-loop cooling systems. The system's versatility extends to various industries including chemical processing, paper manufacturing, food production, pharmaceutical operations, and environmental applications. Modern water ring vacuum pump system designs incorporate advanced monitoring capabilities, allowing operators to track performance parameters such as vacuum levels, temperature, flow rates, and power consumption in real-time, enabling predictive maintenance strategies that minimize downtime and optimize operational efficiency.