
When industrial processes demand reliable performance under extreme pressure differentials, the choice of vacuum equipment becomes critically important. A reciprocating vacuum pump has long been recognized for its ability to operate in conditions where other pump types struggle to maintain consistent suction levels. Understanding why this design specifically excels in high differential applications requires a closer look at its mechanical principles, operational characteristics, and real-world industrial value.
High differential vacuum jobs are defined by large pressure gaps between the inlet and outlet sides of the pump, often requiring sustained performance at low absolute pressures. Not every vacuum technology is engineered to handle such conditions without efficiency losses or mechanical failures. The reciprocating vacuum pump stands out because its fundamental design architecture directly addresses the mechanical challenges that arise when operating under these demanding pressure conditions. This article explores the specific reasons why this pump type is a preferred fit for high differential applications across multiple industries.
The Core Mechanical Principle Behind High Differential Capability
Positive Displacement Architecture
The defining feature of a reciprocating vacuum pump is its positive displacement mechanism. Instead of relying on centrifugal force or dynamic flow principles, the piston-driven design physically displaces gas from the pump chamber in discrete, controlled volumes. This approach ensures that each stroke produces a defined amount of gas movement regardless of the pressure condition at the inlet. When a high differential exists between the suction side and the discharge side, positive displacement pumps maintain their volumetric consistency in ways that kinetic-type pumps cannot.
In a positive displacement system, the piston moves back and forth within a cylinder, creating alternating expansion and compression phases. During the expansion phase, gas enters the cylinder through the inlet valve at a low pressure. During the compression phase, the gas is pushed out through the discharge valve against a higher back-pressure. The mechanical force applied by the piston directly overcomes the pressure differential rather than depending on velocity or flow dynamics. This is precisely why the reciprocating vacuum pump is mechanically suited for high differential work.
Unlike rotary or centrifugal alternatives, the reciprocating design does not lose its vacuum-pulling capability as differential pressure increases. Its volumetric efficiency remains relatively stable across a wider operating range, making it predictable and reliable when process conditions fluctuate. This predictability is especially valuable in batch manufacturing, chemical processing, and laboratory-scale applications where maintaining specific vacuum levels is non-negotiable.
Valve Design and Pressure Sealing
Another critical contributor to high differential performance is the valve system integrated into a reciprocating vacuum pump. Inlet and discharge valves are designed to open and close precisely in response to pressure differentials within the cylinder. This self-actuated valve behavior ensures that gas enters only when the cylinder pressure is below the suction line pressure, and exits only when cylinder pressure exceeds the discharge pressure. The result is a tightly controlled process that prevents back-flow and maintains effective sealing even at elevated pressure ratios.
The sealing integrity of the piston rings and cylinder walls also plays a major role in sustaining high differential operation. Precision-machined components minimize internal leakage, meaning that the compression work performed by each stroke is not wasted through bypass losses. In dry-running configurations, carefully selected materials and tolerances allow the reciprocating vacuum pump to maintain sealing performance without liquid lubrication, reducing contamination risk in sensitive process environments.
These design elements work together to create a pump that can sustain significant pressure differences without mechanical degradation or efficiency collapse. The valve and sealing systems are the mechanical heart of why the reciprocating vacuum pump remains a trusted solution when differential pressure requirements are demanding.
Performance Stability Under Varying Process Conditions
Consistent Vacuum Depth at Low Absolute Pressures
High differential vacuum jobs frequently require reaching deep vacuum levels, sometimes approaching 1 mbar absolute or lower, depending on the application. The reciprocating vacuum pump achieves these deep vacuum levels through the high compression ratios that its piston mechanism can generate. Because the piston can compress gas to a very small residual volume before discharge, it is capable of handling gas that enters at extremely low densities from a nearly evacuated chamber. This ability is directly tied to the piston stroke geometry and the low dead volume engineered into the cylinder design.
Rotary vane pumps and liquid ring pumps, while effective in moderate vacuum ranges, begin to lose pumping efficiency significantly as absolute pressure drops and the compression ratio requirement rises. The reciprocating vacuum pump, by contrast, is designed to work at these high compression ratios through its mechanical stroke action. This makes it a natural fit for applications such as vacuum distillation, freeze drying, and degassing, where sustained deep vacuum is essential for process success.
The operational stability of a reciprocating vacuum pump under these conditions translates into more reliable batch cycle times, better process repeatability, and reduced operator intervention. When downstream processes depend on consistently low pressures, the mechanical reliability of this pump type provides a significant operational advantage.
Handling Gas Load Variations Without Performance Loss
Industrial high differential jobs are rarely constant in their gas load demands. At the beginning of an evacuation cycle, gas flow into the pump is high as large volumes are evacuated quickly. As the process vessel approaches its target vacuum level, gas load decreases dramatically. A well-designed reciprocating vacuum pump handles this variation inherently because its positive displacement action continues to work effectively regardless of whether it is handling dense gas loads or near-empty strokes at the deep end of the vacuum range.
This adaptability reduces the need for complex throttling systems or bypass circuits that might be required with other pump technologies. The reciprocating vacuum pump simply keeps operating through the full range of the evacuation cycle, maintaining suction force until the desired end pressure is achieved. This characteristic makes it particularly efficient in applications with variable process conditions or irregular cycle times.
For facilities running multiple processes with different gas load profiles, the reciprocating vacuum pump provides operational flexibility that reduces the need for separate pump systems for each pressure range. This consolidation potential is an important factor in total cost of ownership calculations for industrial vacuum systems.
Design Configurations That Enhance High Differential Suitability
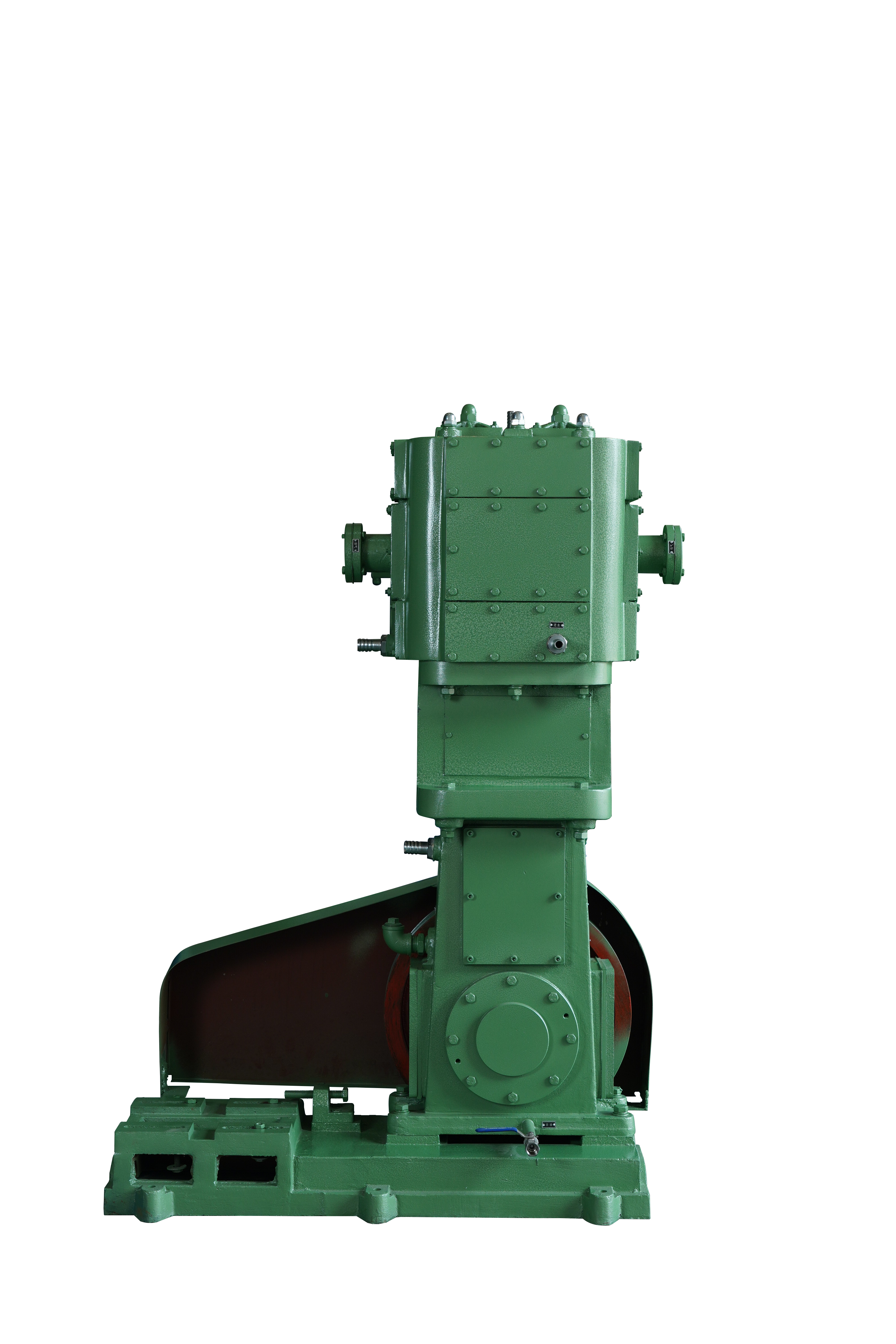
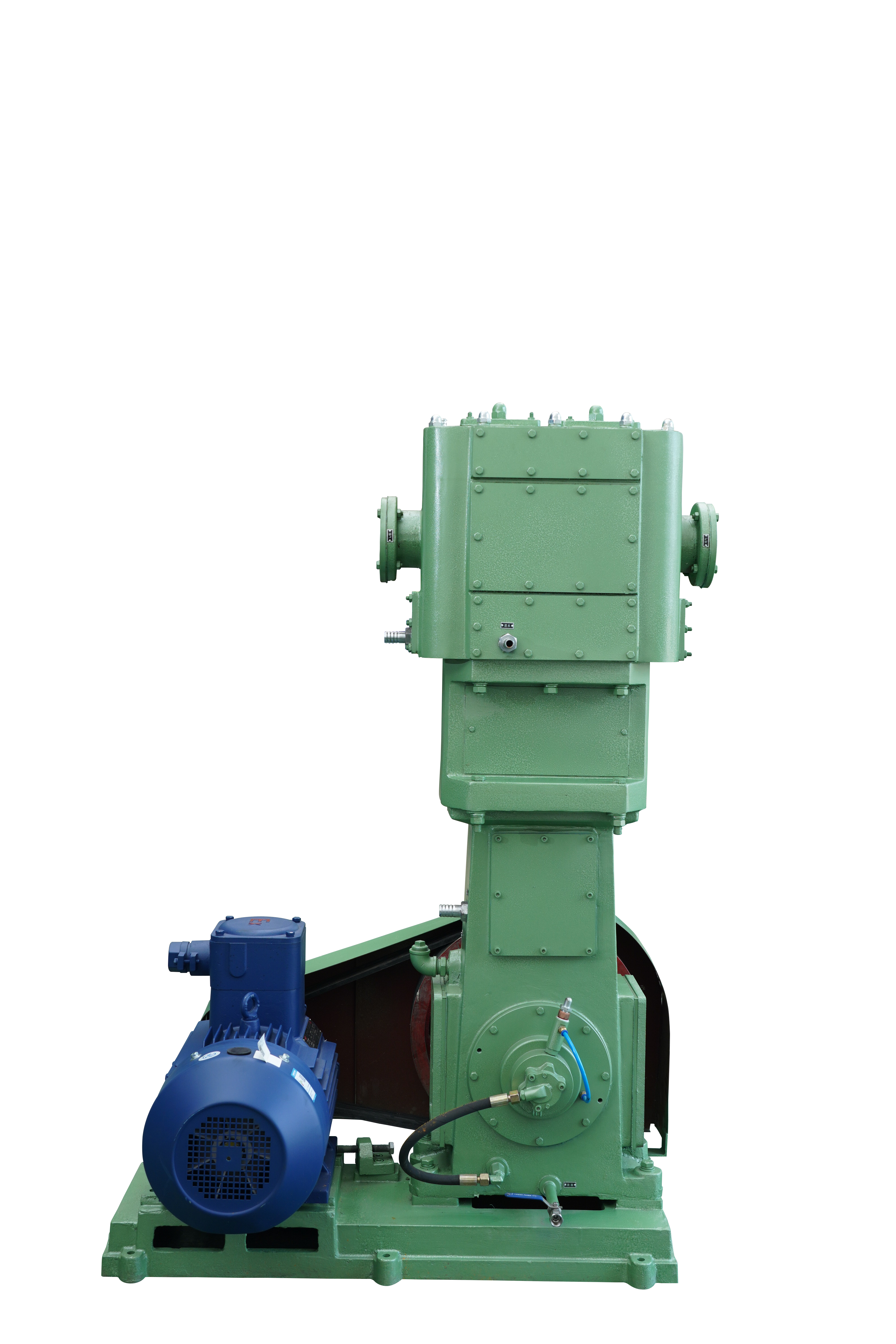
Vertical Dry Reciprocating Design
The vertical dry reciprocating configuration represents an important evolution in reciprocating vacuum pump engineering. By orienting the cylinder vertically and eliminating liquid lubrication from the compression chamber, this design addresses two common limitations of traditional reciprocating pumps: oil contamination risk and horizontal space constraints. In a dry vertical arrangement, the piston operates using non-contact sealing technology or self-lubricating materials, keeping the process gas completely free from oil vapor and moisture carry-over.
This matters enormously in high differential applications where process purity is a priority. Pharmaceutical manufacturing, food processing, and electronics production all require clean, dry vacuum with no hydrocarbon contamination. The dry vertical reciprocating vacuum pump delivers the high differential performance of a reciprocating mechanism without introducing contamination, making it suitable for environments where conventional oil-sealed pumps would be inappropriate.
The vertical orientation also contributes to a smaller footprint compared to horizontally arranged multi-cylinder configurations. This space efficiency is valued in modern industrial facilities where floor space carries premium cost. The compact design does not come at the expense of performance, as vertical dry models are engineered to achieve the same high compression ratios and deep vacuum capabilities as their larger counterparts.
Multi-Stage Configurations for Extended Differential Range
When the required pressure differential exceeds what a single compression stage can efficiently handle, multi-stage reciprocating vacuum pump configurations provide the solution. In a two-stage or three-stage arrangement, gas passes through successive compression stages, each reducing the pressure further while maintaining manageable compression ratios per stage. This staged approach allows the overall pressure differential to be distributed across multiple mechanical steps, reducing thermal stress and improving mechanical longevity.
Multi-stage designs also improve ultimate vacuum performance. The first stage handles the bulk of the gas load at relatively moderate differential pressures, while subsequent stages operate on progressively smaller volumes of gas at increasingly extreme pressure ratios. The collective effect is a pump system capable of reaching much deeper vacuum levels than any single stage could achieve alone. For demanding applications such as molecular distillation or high-vacuum research processes, this multi-stage capability is often the deciding factor when selecting a reciprocating vacuum pump.
Intercoolers and gas ballast options can be integrated between stages in some designs to manage heat generation and handle condensable vapors. These additions further extend the operational range of the multi-stage reciprocating vacuum pump, ensuring it remains effective even when process gases include moisture or light condensable components.
Industrial Applications Where High Differential Performance Proves Essential
Chemical and Pharmaceutical Processing
Chemical distillation and pharmaceutical synthesis frequently operate at significantly reduced pressures to lower boiling points, prevent thermal decomposition of heat-sensitive compounds, and improve separation efficiency. The reciprocating vacuum pump is commonly specified for these applications because of its ability to sustain the deep, stable vacuum levels that the chemistry demands. Pressure differentials in these processes can span from atmospheric pressure down to below 10 mbar absolute, placing the system firmly in the high differential operating category.
Dry versions of the reciprocating vacuum pump are especially valued in pharmaceutical manufacturing, where Good Manufacturing Practice standards require strict control over contamination sources. The absence of process-side lubrication eliminates a major contamination vector while maintaining the mechanical performance needed to handle solvent vapors and reactive gas streams. The robustness of the piston mechanism also ensures continued operation even when handling gas streams with varying molecular weight compositions.
In chemical plants where batch processes alternate between different compounds and cleaning cycles, the reciprocating vacuum pump offers the durability and chemical resistance required to withstand exposure to aggressive gases and regular service procedures. Its mechanical simplicity compared to some competing technologies also reduces maintenance complexity and downtime costs.
Vacuum Packaging, Drying, and Degassing
Food and materials processing industries also rely heavily on the high differential capabilities of the reciprocating vacuum pump. Vacuum packaging lines must rapidly evacuate sealed chambers to low absolute pressures before sealing to extend product shelf life and maintain quality. The strong suction force and consistent volumetric performance of the reciprocating mechanism allow these cycles to be completed quickly and reliably, reducing cycle times and increasing throughput.
Industrial drying processes, including freeze drying and vacuum tray drying, require sustained vacuum levels over extended periods. The reciprocating vacuum pump handles these long-duration duties well because of its mechanical durability and stable performance characteristics. Unlike some pump types that experience efficiency degradation over extended run times under high differential conditions, the piston mechanism maintains its operational effectiveness throughout the drying cycle.
Degassing applications in polymer production, oil processing, and electronics manufacturing similarly depend on consistent, deep vacuum levels to remove dissolved gases or volatile compounds from process materials. The high differential capability of the reciprocating vacuum pump makes it effective for removing the last traces of dissolved gas, where absolute pressures are at their lowest and the pressure ratio demands are at their highest within the process cycle.
FAQ
What makes a reciprocating vacuum pump better than a rotary vane pump for high differential jobs?
The primary advantage of a reciprocating vacuum pump in high differential applications lies in its positive displacement mechanism and high achievable compression ratios. Rotary vane pumps can experience reduced volumetric efficiency and increased slip at very high pressure ratios, whereas the piston-driven reciprocating design maintains consistent performance as differential pressure increases. For applications requiring deep, stable vacuum under demanding conditions, the reciprocating design offers greater reliability and less sensitivity to process variable changes.
Can a dry reciprocating vacuum pump handle condensable vapors in high differential applications?
Dry reciprocating vacuum pump models can be equipped with gas ballast systems that introduce a controlled amount of non-condensable gas into the compression chamber. This prevents condensable vapors from reaching their dew point during compression, protecting the pump from liquid formation inside the cylinder. This feature extends the applicability of dry reciprocating pumps to processes involving solvent vapors, moisture, or other condensable components even under high differential operating conditions.
How does multi-stage design improve the differential performance of a reciprocating vacuum pump?
A multi-stage reciprocating vacuum pump distributes the total pressure differential across two or more successive compression stages. Each stage handles a manageable portion of the overall pressure ratio, reducing mechanical stress per stage while enabling the system to achieve much deeper ultimate vacuum levels collectively. This staged compression approach also reduces discharge temperatures per stage, extending component service life and improving overall system efficiency compared to a single-stage design attempting to cover the same pressure range.
What maintenance considerations apply to a reciprocating vacuum pump used in continuous high differential service?
Regular inspection of piston rings, cylinder walls, and valve assemblies is essential for a reciprocating vacuum pump in demanding service. In dry-running models, monitoring the condition of self-lubricating components is particularly important since these parts experience friction-based wear over operating hours. Valve integrity checks ensure that inlet and discharge valves maintain their sealing performance, as degraded valves directly reduce compression efficiency and vacuum depth. Following manufacturer-recommended service intervals and maintaining accurate operating logs helps predict maintenance needs before performance degradation occurs.
Table of Contents
- The Core Mechanical Principle Behind High Differential Capability
- Performance Stability Under Varying Process Conditions
- Design Configurations That Enhance High Differential Suitability
- Industrial Applications Where High Differential Performance Proves Essential
-
FAQ
- What makes a reciprocating vacuum pump better than a rotary vane pump for high differential jobs?
- Can a dry reciprocating vacuum pump handle condensable vapors in high differential applications?
- How does multi-stage design improve the differential performance of a reciprocating vacuum pump?
- What maintenance considerations apply to a reciprocating vacuum pump used in continuous high differential service?
