Versatile Application Range and Chemical Compatibility
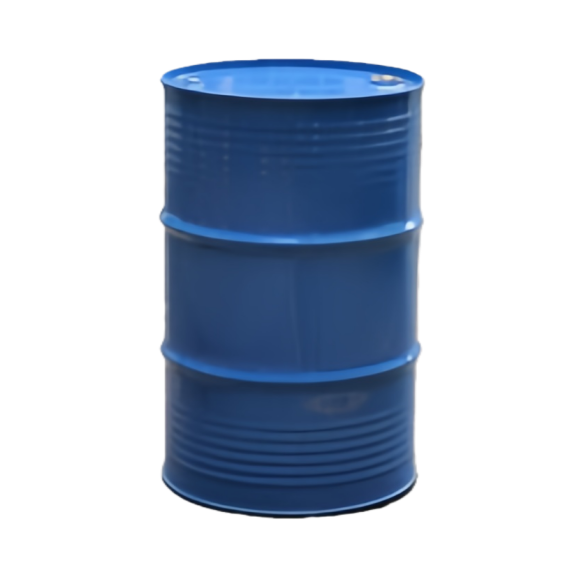
Small industrial steel drums demonstrate remarkable versatility through extensive chemical compatibility and diverse application capabilities that serve multiple industries and specialized requirements. The comprehensive range of available interior coatings and treatments enables safe storage of virtually any liquid material, from aggressive solvents and acids to food-grade products and pharmaceutical compounds. Phenolic linings provide excellent resistance to aromatic hydrocarbons, alcohols, and many organic solvents, making them ideal for paint, coating, and chemical processing applications. Epoxy-based interior treatments offer superior protection against corrosive chemicals, including acids, bases, and oxidizing agents, while maintaining excellent adhesion properties that prevent coating failure. Food-grade certifications enable small industrial steel drums to safely store edible oils, flavorings, food colorings, and other consumable products while meeting strict FDA and international food safety standards. The pharmaceutical industry relies on specially treated small industrial steel drums for storing active pharmaceutical ingredients, excipients, and finished liquid medications where contamination prevention and chemical stability are paramount. Automotive applications include storage of motor oils, transmission fluids, brake fluids, and specialized lubricants, with appropriate coatings preventing product degradation and maintaining performance specifications. Laboratory environments utilize small industrial steel drums for storing research chemicals, standards, and calibration materials where precise volume control and contamination prevention are critical for accurate results. Agricultural applications encompass pesticide storage, liquid fertilizer handling, and specialty crop treatment solutions, with appropriate chemical compatibility ensuring product efficacy and regulatory compliance. The petroleum industry employs these containers for storing refined products, additives, and specialty fuels where safety and environmental protection requirements demand robust containment systems. Electronics manufacturing utilizes small industrial steel drums for storing cleaning solvents, etching chemicals, and plating solutions where purity maintenance and contamination control are essential for product quality. Water treatment facilities rely on these containers for chemical feed systems, storing chlorine solutions, pH adjustment chemicals, and specialty treatment compounds. The versatility extends to specialty applications including photography chemicals, printing inks, adhesives, and surface treatment solutions, demonstrating the broad applicability and reliable performance of small industrial steel drums across diverse industrial sectors.