water ring vacuum pump manufacturers
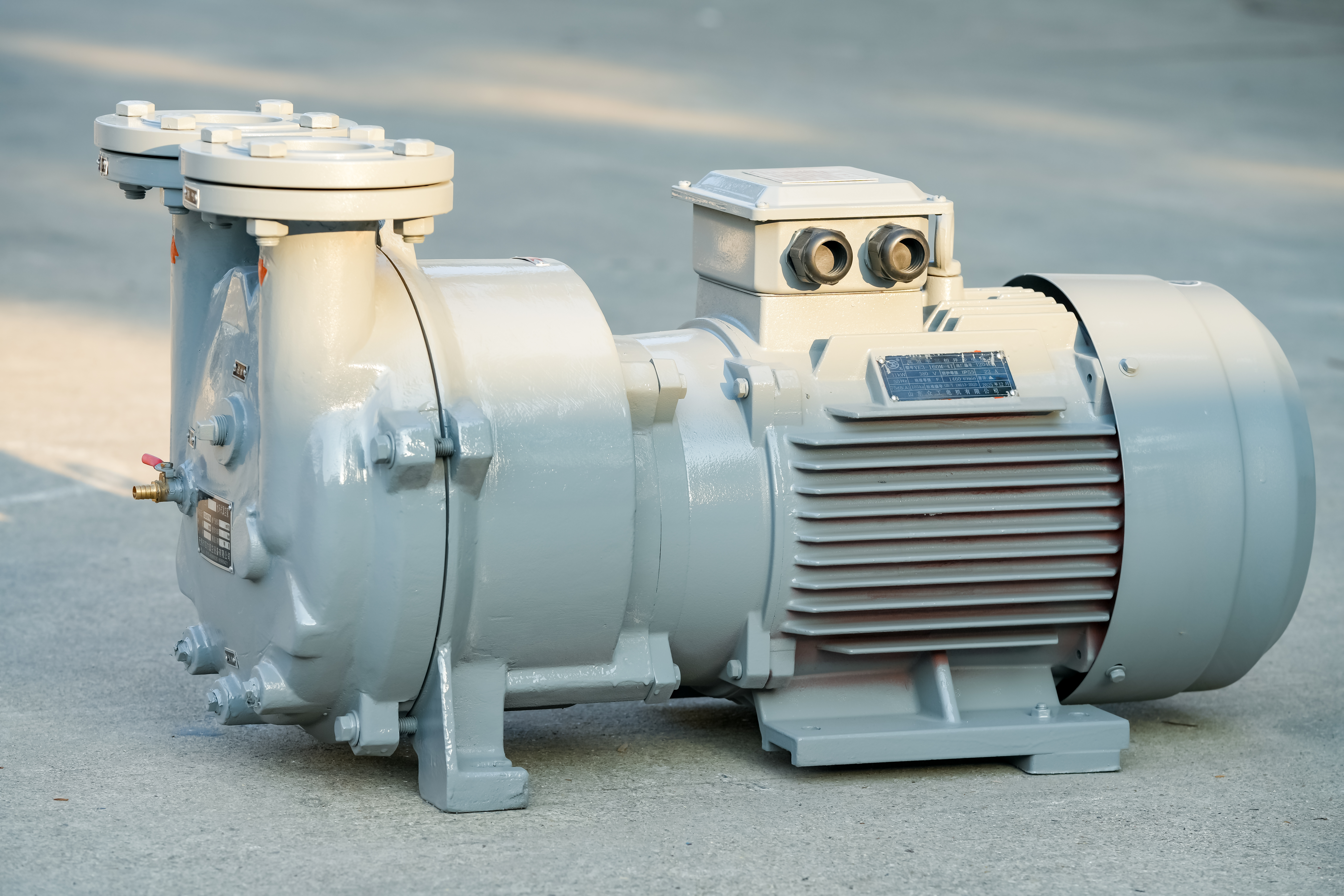
Water ring vacuum pump manufacturers represent a specialized segment of industrial equipment producers that focus on creating reliable vacuum solutions for diverse industrial applications. These manufacturers design and produce sophisticated pumping systems that utilize water or other compatible liquids as the working fluid to generate vacuum conditions. The primary function of water ring vacuum pumps involves creating a rotating ring of liquid within the pump casing, which forms chambers of varying volumes that compress and expel gases while maintaining consistent vacuum levels. Water ring vacuum pump manufacturers employ advanced engineering principles to ensure their products deliver exceptional performance across multiple industries including chemical processing, pharmaceuticals, food processing, paper manufacturing, and environmental applications. The technological features incorporated by leading water ring vacuum pump manufacturers include precision-engineered impellers, corrosion-resistant materials, variable speed drives, and integrated control systems that optimize operational efficiency. These manufacturers focus on developing pumps capable of handling various gas compositions, including condensable vapors, corrosive gases, and particulate-laden streams. Modern water ring vacuum pump manufacturers utilize computer-aided design tools and computational fluid dynamics to optimize pump geometry and enhance performance characteristics. The applications served by water ring vacuum pump manufacturers span numerous industrial sectors where reliable vacuum generation is critical for process success. These applications include vacuum distillation, solvent recovery, degassing operations, packaging processes, and environmental remediation projects. Water ring vacuum pump manufacturers also cater to specialized applications such as steam jet ejector priming, condenser air removal, and vacuum conveying systems. The versatility of products offered by water ring vacuum pump manufacturers makes them essential partners for industries requiring dependable vacuum solutions that can operate continuously under demanding conditions while maintaining consistent performance standards.