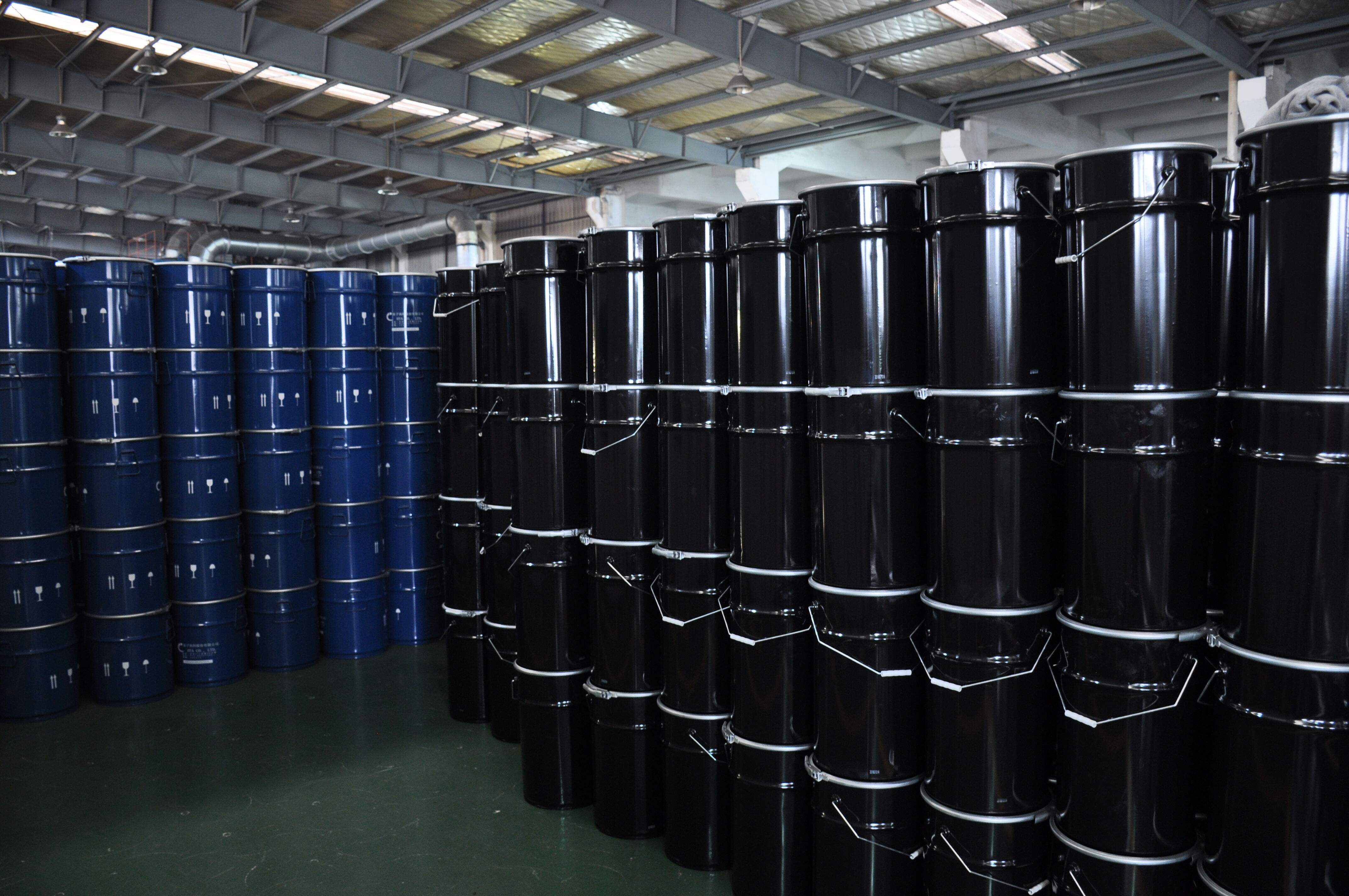
Versatile Multi-Industry Application Capability
The exceptional versatility of the black metal barrel makes it an indispensable solution across a remarkable range of industries and applications, demonstrating adaptability that few containment systems can match. This comprehensive compatibility stems from the barrel's carefully engineered design parameters that accommodate diverse material properties, regulatory requirements, and operational constraints encountered in modern industrial environments. In the chemical processing industry, the black metal barrel excels at containing aggressive substances including acids, bases, solvents, and reactive compounds, with its advanced coating system providing reliable barrier protection that maintains product purity while ensuring worker safety. Food and beverage applications benefit from the barrel's food-grade interior options and cleanability features that support strict hygiene standards and regulatory compliance requirements. The pharmaceutical sector relies on the black metal barrel for active ingredient storage, intermediate product containment, and waste management applications where contamination prevention and traceability are critical success factors. Manufacturing operations utilize these containers for lubricant storage, parts cleaning solutions, and production material handling, taking advantage of the barrel's durability and standardized dimensions that integrate seamlessly with existing material handling systems. Environmental and waste management applications showcase the black metal barrel's ability to safely contain hazardous materials, contaminated substances, and regulated waste streams while meeting stringent transportation and disposal requirements. The petroleum industry depends on these containers for fuel additives, specialty chemicals, and maintenance materials storage, where leak prevention and fire safety considerations are paramount. Agricultural applications include pesticide storage, liquid fertilizer containment, and specialized chemical handling that requires reliable performance under outdoor conditions and temperature extremes. Research and development facilities appreciate the black metal barrel's consistent quality and reliable performance for experimental materials, prototype batches, and specialized testing applications. This remarkable versatility is supported by comprehensive certification programs that validate the barrel's performance across multiple industry standards and regulatory frameworks, ensuring compliance and peace of mind for users in any sector.