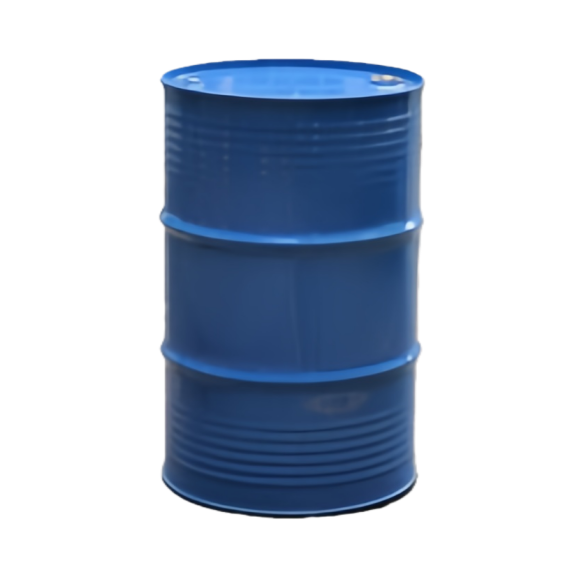
composite drums for export
Composite drums for export represent a revolutionary packaging solution that combines advanced materials engineering with superior performance characteristics for international shipping needs. These specialized containers utilize fiber-reinforced plastic construction, incorporating layers of high-strength fiberglass and resin matrix to create exceptionally durable storage vessels. The primary functions of composite drums for export include safe containment of various liquid and solid materials, chemical resistance against corrosive substances, and reliable protection during long-distance transportation. The technological features distinguish these drums from traditional steel or plastic alternatives through their unique multi-layered construction process. Manufacturing involves precise winding of continuous glass fibers around a mandrel, followed by resin impregnation and curing under controlled temperature conditions. This process creates seamless walls with consistent thickness and eliminates weak points commonly found in welded containers. The composite material exhibits remarkable resistance to temperature fluctuations, maintaining structural integrity across extreme climate variations encountered during international shipping. Applications for composite drums for export span numerous industries including chemical processing, pharmaceuticals, food production, paint manufacturing, and hazardous material transportation. Chemical companies rely on these containers for exporting acids, solvents, and specialty compounds that would corrode conventional packaging materials. Pharmaceutical manufacturers utilize them for transporting active ingredients and finished products requiring contamination-free environments. Food processors depend on their non-reactive surfaces for exporting liquid ingredients, oils, and concentrates while maintaining product purity. The drums accommodate various closure systems including removable lids, permanent heads, and specialized venting mechanisms. Standard capacities range from small-volume specialty containers to large industrial drums exceeding 200 liters. Each composite drums for export unit undergoes rigorous quality testing including pressure resistance, impact durability, and chemical compatibility assessments before shipment approval.