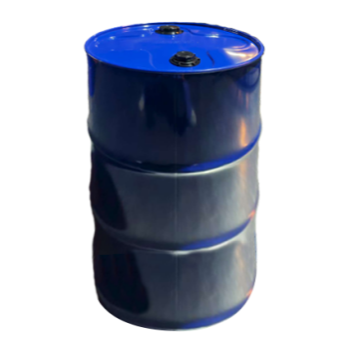
eco friendly composite drums
Eco friendly composite drums represent a revolutionary advancement in sustainable packaging solutions, combining innovative materials with environmental responsibility. These cutting-edge containers are manufactured using composite materials that blend recycled fibers, bio-based resins, and renewable resources to create durable storage vessels. The primary function of eco friendly composite drums centers on providing secure containment for liquids, powders, and granular materials while maintaining exceptional structural integrity throughout their lifecycle. These drums feature multi-layered construction that incorporates recycled paperboard, biodegradable coatings, and reinforced structural elements. The technological foundation relies on advanced composite engineering that balances strength, durability, and environmental sustainability. Manufacturing processes utilize water-based adhesives and non-toxic binding agents, eliminating harmful volatile organic compounds typically found in conventional drum production. The drums maintain excellent barrier properties against moisture, chemicals, and external contaminants through specialized coating technologies. Applications span across pharmaceutical industries, food processing facilities, chemical manufacturing plants, and agricultural sectors. Food-grade variants accommodate oils, syrups, and liquid ingredients, while industrial versions handle adhesives, paints, and chemical compounds. The pharmaceutical industry utilizes these drums for powder storage and liquid pharmaceutical ingredients. Agricultural applications include fertilizer storage, seed treatment chemicals, and organic farming supplies. Construction industries employ eco friendly composite drums for specialized coatings, sealants, and building materials. The drums offer standardized sizing options ranging from 15 to 55 gallons, accommodating diverse volume requirements across industries. Temperature resistance capabilities allow safe storage in varying climatic conditions, while UV-resistant properties prevent degradation during outdoor storage. The composite construction provides excellent stackability for efficient warehouse management and transportation optimization.