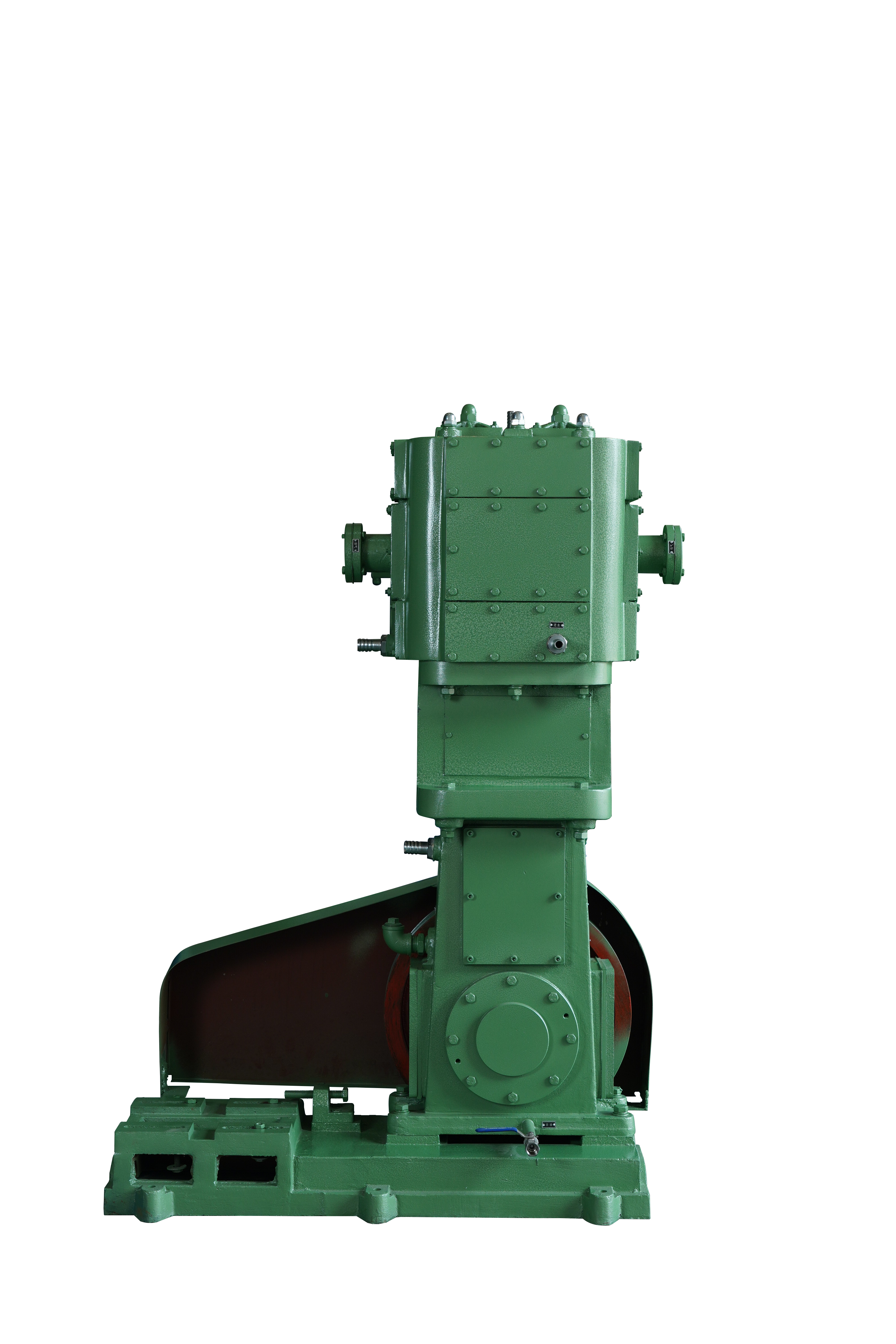
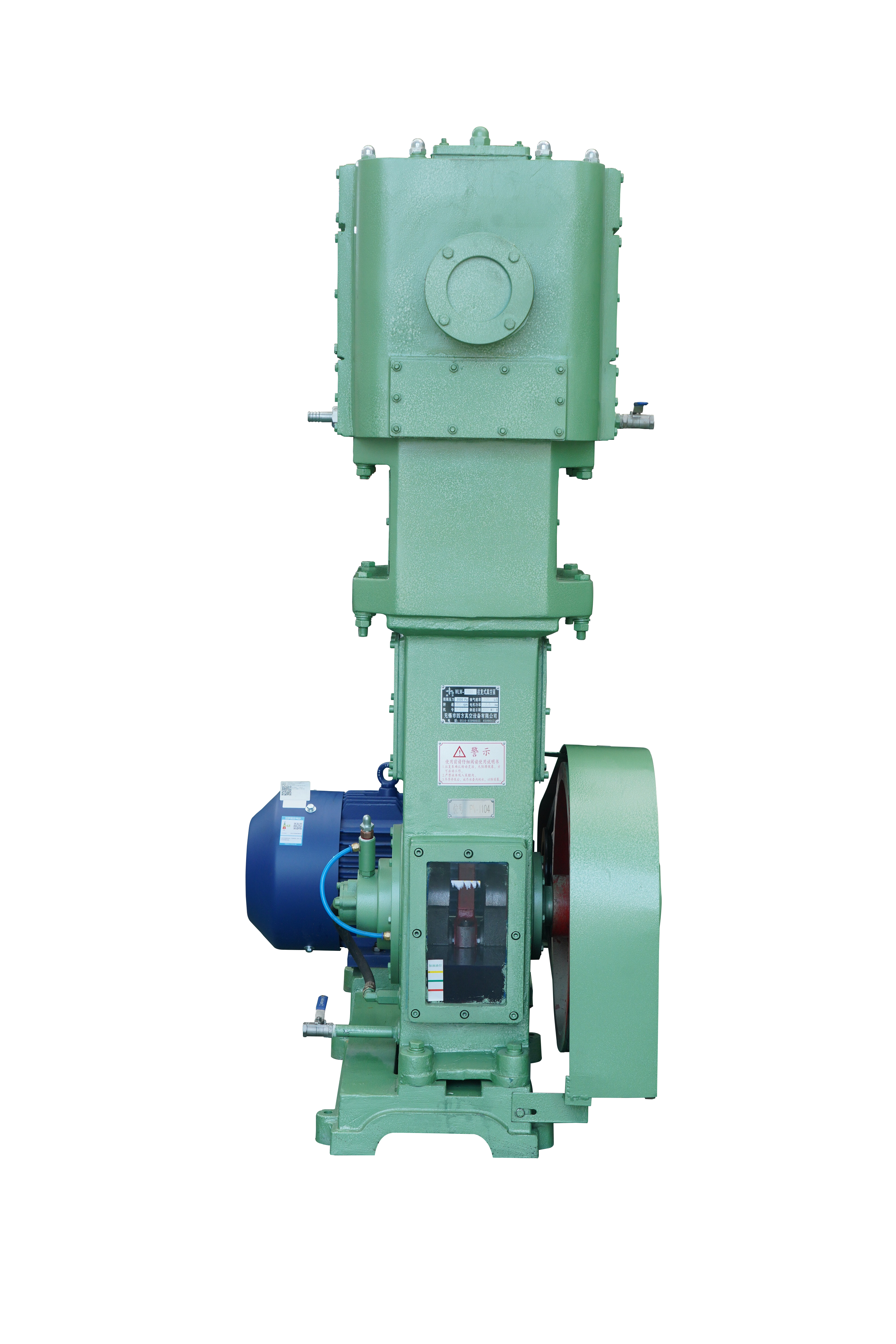
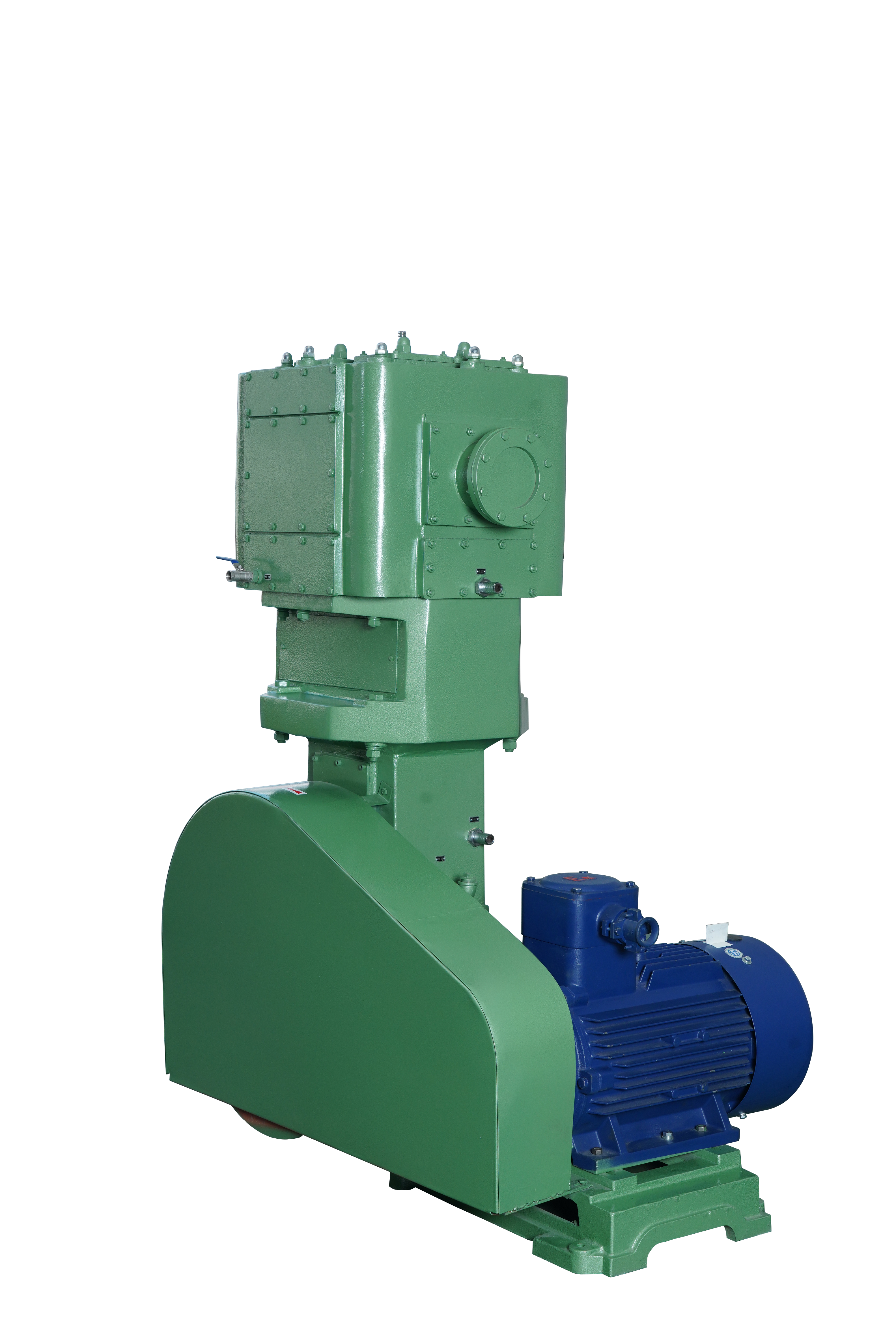
premium reciprocating vacuum pump
The premium reciprocating vacuum pump represents a sophisticated solution for industrial vacuum applications, designed to deliver exceptional performance across diverse operational requirements. This advanced pumping system utilizes a reciprocating piston mechanism to create powerful vacuum conditions, making it an essential component in manufacturing processes, laboratory environments, and specialized industrial operations. The premium reciprocating vacuum pump incorporates cutting-edge engineering principles to ensure optimal efficiency and reliability in demanding applications. Its robust construction features high-grade materials that withstand continuous operation while maintaining consistent vacuum levels. The pump's innovative design integrates precision-machined components that work harmoniously to deliver superior vacuum performance. Key technological features include variable speed control systems, advanced sealing mechanisms, and intelligent monitoring capabilities that optimize operational parameters. The premium reciprocating vacuum pump employs dual-stage compression technology, enabling it to achieve deeper vacuum levels compared to conventional single-stage alternatives. This sophisticated approach ensures enhanced evacuation efficiency while reducing energy consumption. The pump's modular design allows for easy maintenance and component replacement, minimizing downtime and operational costs. Temperature regulation systems prevent overheating during extended operation cycles, ensuring consistent performance and component longevity. Applications span numerous industries including pharmaceutical manufacturing, food processing, semiconductor production, and research laboratories. The premium reciprocating vacuum pump excels in vacuum distillation processes, enabling precise separation of chemical compounds while maintaining product integrity. In packaging applications, it creates optimal vacuum conditions for food preservation and product packaging. The pump's versatility extends to vacuum drying operations, where controlled moisture removal is critical for product quality. Additionally, it serves essential roles in vacuum forming processes, laboratory sample preparation, and analytical instrumentation support. The premium reciprocating vacuum pump's advanced control systems provide real-time monitoring and adjustment capabilities, ensuring optimal performance across varying operational conditions.