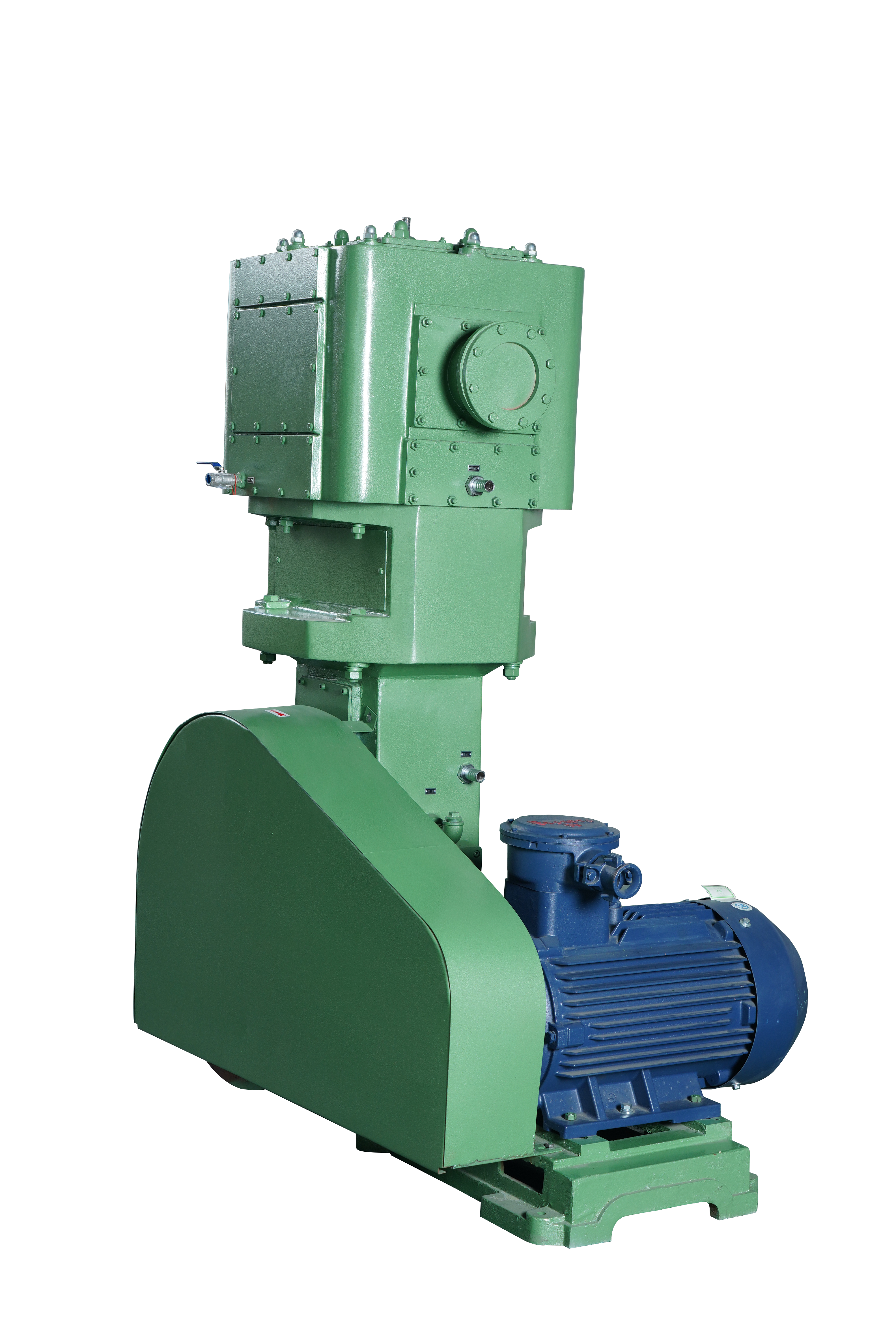
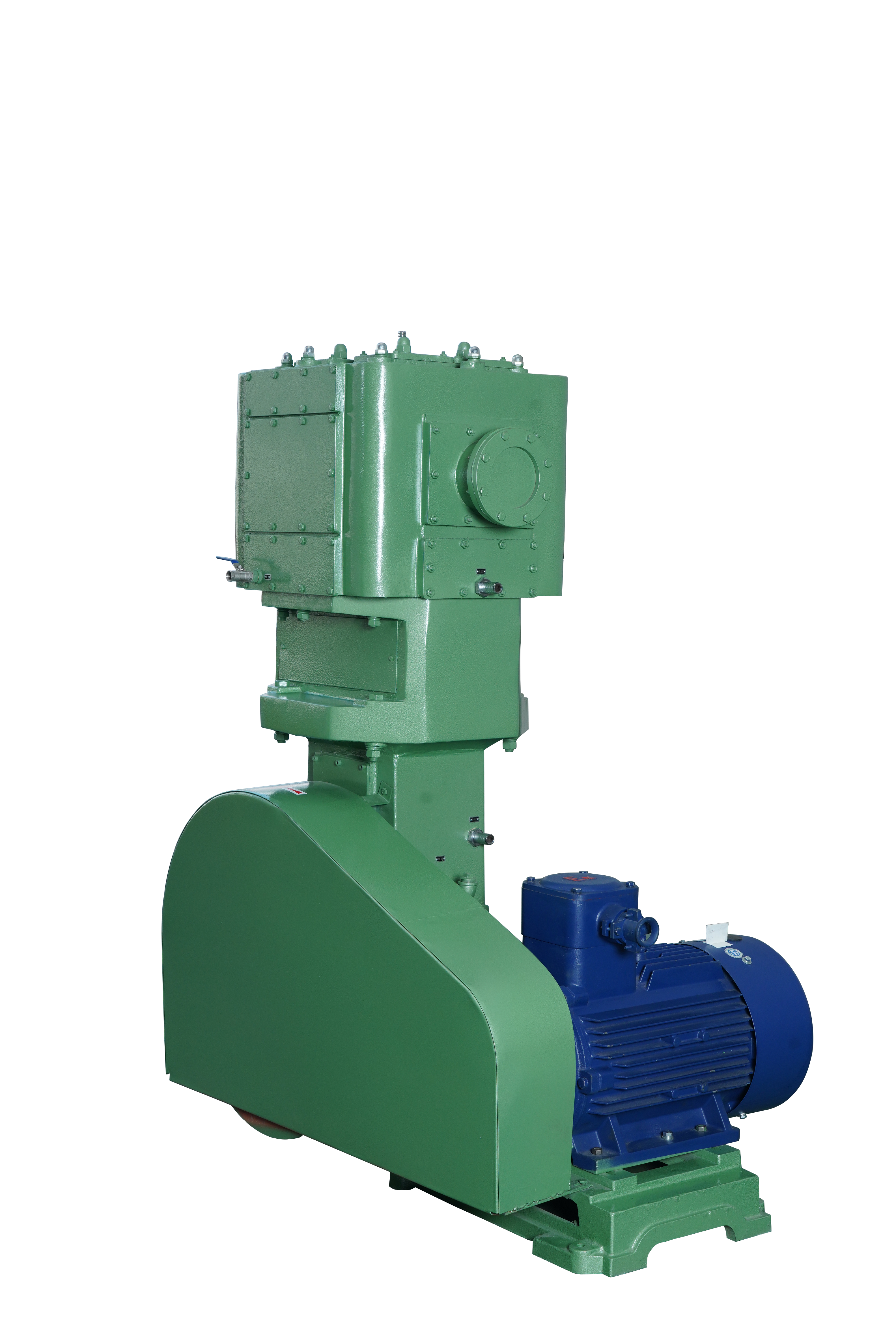
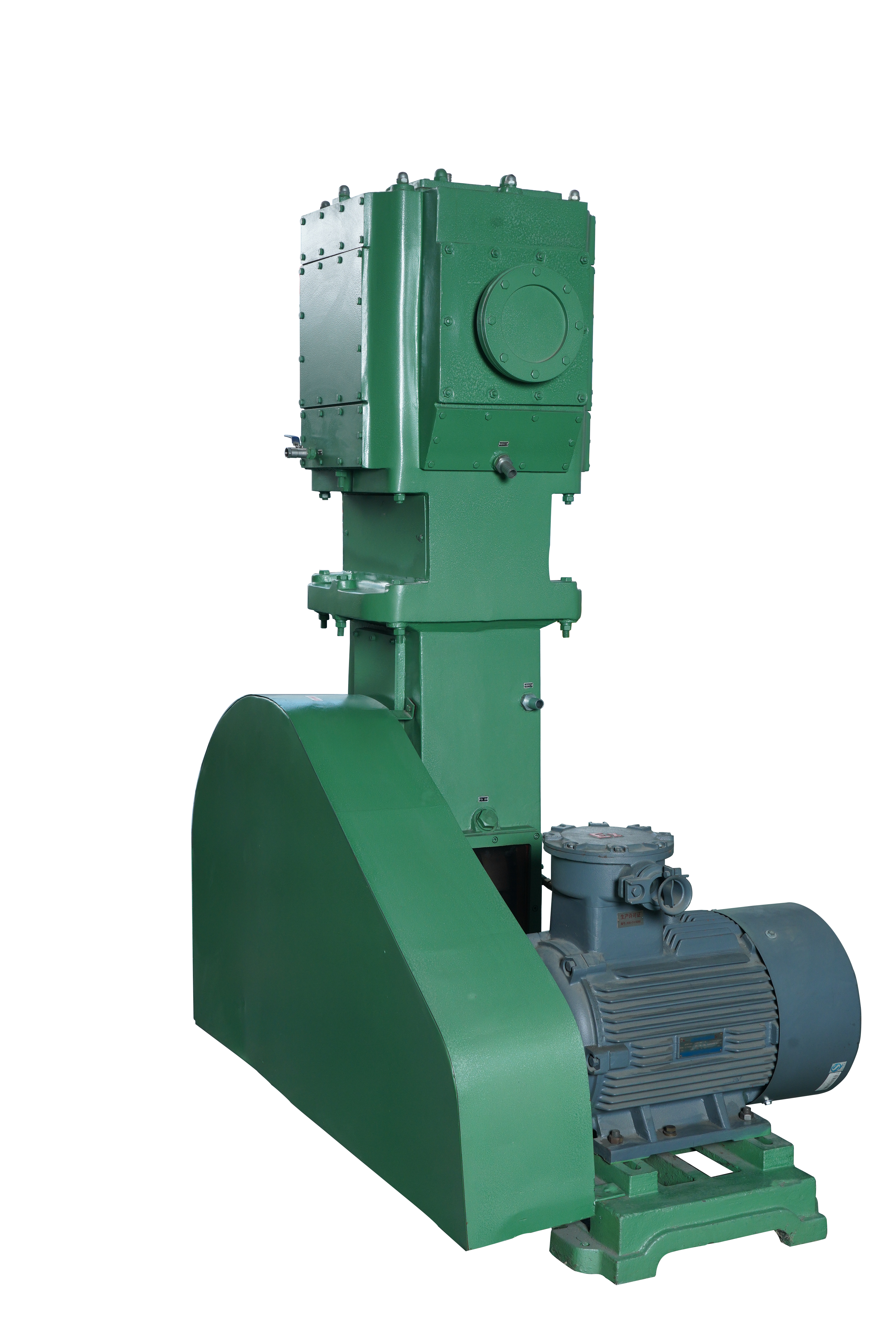
high quality reciprocating vacuum pump
A high quality reciprocating vacuum pump represents a sophisticated mechanical device engineered to create vacuum environments through precise reciprocating motion mechanisms. This advanced pumping technology operates by utilizing a piston or diaphragm that moves back and forth within a sealed chamber, creating alternating compression and expansion cycles that effectively remove air and other gases from enclosed systems. The high quality reciprocating vacuum pump stands as a cornerstone solution for industries requiring reliable vacuum generation with exceptional performance standards. These pumps incorporate precision-engineered components including hardened cylinders, sealed bearings, and advanced valve systems that work harmoniously to deliver consistent vacuum levels. The technological framework of a high quality reciprocating vacuum pump encompasses sophisticated materials science, where corrosion-resistant alloys and specialized sealing compounds ensure longevity and maintained performance across diverse operating conditions. Modern high quality reciprocating vacuum pump designs integrate advanced monitoring systems that provide real-time feedback on operational parameters, enabling predictive maintenance and optimal performance optimization. The versatility of applications for high quality reciprocating vacuum pump technology spans across pharmaceutical manufacturing, laboratory research, food processing, automotive testing, and industrial automation processes. Manufacturing facilities rely on high quality reciprocating vacuum pump systems for packaging operations, where precise vacuum control ensures product integrity and extended shelf life. Research laboratories depend on these pumps for creating controlled environments necessary for sensitive experiments and analytical procedures. The engineering excellence behind each high quality reciprocating vacuum pump ensures minimal maintenance requirements while maximizing operational efficiency, making these systems invaluable investments for businesses prioritizing reliability and performance consistency.