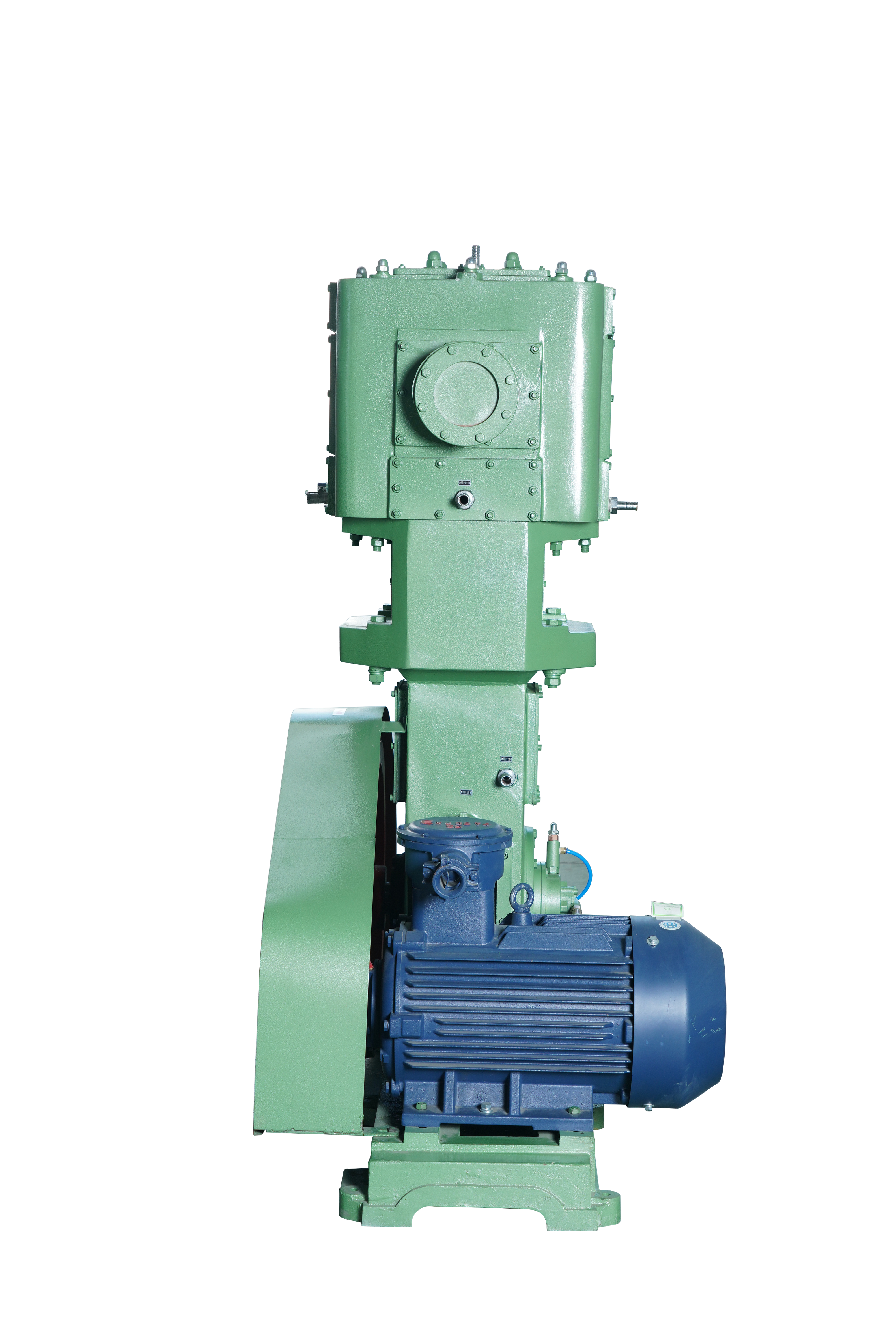
reciprocating vacuum pump
The reciprocating vacuum pump stands as a fundamental piece of industrial equipment designed to create vacuum conditions through mechanical displacement principles. This robust machinery operates by utilizing a piston-driven mechanism that moves back and forth within a cylinder chamber, effectively drawing air and gases from connected systems. The primary function of a reciprocating vacuum pump centers on removing atmospheric pressure from enclosed spaces, enabling various industrial processes that require controlled vacuum environments. The technological foundation of these pumps relies on positive displacement mechanics, where the reciprocating motion of internal components creates alternating compression and expansion cycles. During the expansion phase, the pump draws gases into the chamber through intake valves, while the compression phase forces these gases out through discharge valves. This cyclical process continues until the desired vacuum level is achieved. Modern reciprocating vacuum pump designs incorporate advanced materials and precision engineering to ensure reliable performance across diverse operating conditions. The pump housing typically features cast iron or stainless steel construction, providing durability against corrosive substances and mechanical stress. Internal components such as pistons, connecting rods, and valve assemblies are manufactured to precise tolerances, ensuring optimal sealing and minimal leakage. Temperature control systems and lubrication mechanisms are integrated to maintain consistent operation and extend equipment lifespan. Applications for reciprocating vacuum pump technology span numerous industries including pharmaceutical manufacturing, food processing, chemical production, and laboratory research. In pharmaceutical applications, these pumps facilitate tablet compression, vacuum drying, and sterile packaging processes. Food processing operations utilize reciprocating vacuum pump systems for packaging preservation, freeze-drying, and ingredient handling. Chemical industries depend on these pumps for distillation processes, reactor evacuation, and solvent recovery operations. The versatility of reciprocating vacuum pump designs allows for customization based on specific vacuum requirements, flow rates, and environmental conditions.